A Quick Look at the Process of Pipe and Profile Extrusion
Here is a quick overview of how plastic extrusion works. This article will specifically cover plastic profile extrusion but many of the concepts apply to plastic sheet extrusion.
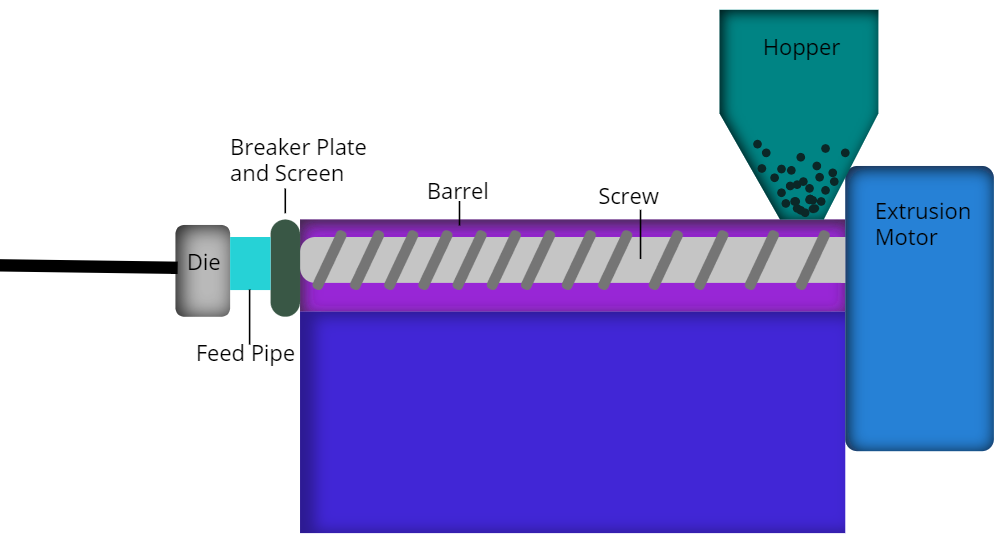
The plastic begins by arriving at the factory in large quantities in either boxes or bags. Depending on the material, an employee might need to place the pellets in a dryer to remove any excess moisture and also preheat the raw material so that it melts easier. Material exits the dryer, and an employee transports it to the hopper which gravity feeds the plastic into the extruder. Some machines have multiple hoppers for different materials and colours while for other jobs, material and colour need to mixed prior to entering the hopper.
As the material enters the barrel, it begins to heat up as either a single screw or twin screw rotates and exposes the plastic to the heaters inside the barrel. We will go into different screw designs and the difference between single screw extruders and twin extruders in another article.
Material moves down the length of the barrel towards the screen and breaker plate at the end of the screw. The screen acts as a filter and removes any defects or debris in the plastic. If there is too much debris, it can cause some spots to become thinner or jam completely.
After the screen, the material passes through the breaker plate, which changes the flow of material from rotational to linear. This helps the material enter the die evenly and creates a seal for the screen so it does not move around as the material passes through it.
The materials then enters the feed pipe and then passes through the die. The die shapes the melted plastic into the final product. It is important that the design of the die allows the material to flow with as little resistance as possible. Enough resistance could cause the material to build up and plug the machine.

As the plastic extrusion exits the die, it passes through a quick cold water bath as soon as it passes the die to "freeze" its shape.
The product then enters the haul-off which keeps the material flowing at a constant rate out of the extruder. If the haul-off varies in speed at all, the product's thickness will change.
The plastic extrusion then passes through a cutter or saw that cuts the product to a specific length, then packaged and on its way out the door to another satisfied customer.
Hі there, just wanted to say, I enjoyed this
blog poѕt. It was inspiring. Keep on posting!